
曾侯乙编钟出土后,经文物行政部门批准,相关铸造企业工程技术人员遵循“以器为模”的原则,按照曾侯乙编钟原件的外观、尺寸、体量、纹饰和内在合金成分、金相组织,以及残缺等要求,先后复制铸造(即:按曾侯乙编钟出土原件铸造)了5套曾侯乙编钟。其中,在1998年为台湾省复制铸造的曾侯乙编钟,被海峡两岸音乐、文史、铸造等领域的专家学者评定为与曾侯乙编钟出土原件“形似、音似、神似”的顶峰之作。
多年来,我国专家学者基于曾侯乙编钟铭文所述内容的研究,结合科学技术和文化艺术等相关研究成果发现:曾侯乙编钟出土原件在编钟编列、音律体系、冶金铸造和工艺美术等方面与其设计者的原有构思存在一定差距,并非原貌。因此,复原铸造(即:按曾侯乙编钟设计原貌铸造)曾侯乙编钟,不仅能够再现先秦时期的社会文化生活,也能够突破性地推动编钟编列、音律体系、冶金铸造和工艺美术等方面的研究与实践。
据考,曾侯乙编钟在“楚王镈钟”加入前,已为8组65件。“楚王镈钟”是曾侯乙死后楚惠王所赠,于编钟下葬时临时加入编列,挤掉原在下层正中的一件甬钟,仅留下横梁上刻文“姑洗之大羽”[1]。“姑洗之大羽甬钟”(以下简称:姑洗之大羽钟)应为曾侯乙原套编钟中的一件甬钟,其正鼓音为“大羽”,音高约为A1;其侧鼓音为“羽角”,音高约为#C。由此可知,复原铸造曾侯乙编钟的重中之重是复原铸造“姑洗之大羽钟”。
1 、“姑洗之大羽钟”形制的复原
“姑洗之大羽钟”的铣长、铣间、中长、舞修、舞广及正鼓厚、侧鼓厚、棱厚等形制尺寸基本上是无据可考的[2]。而且想要获得比较理想的音效,需要比曾侯乙编钟出土原件下层的“姑洗之大宫大甬钟”的形体大很多,这将打破曾侯乙编钟出土原件的整体结构和编列结构,影响复原铸造曾侯乙编钟的安全性和稳定性。
为解决以上难题,综合考虑“姑洗之大羽钟”音效、编列布局和钟架的稳定性等诸多因素,参照曾侯乙编钟出土原件的结构、间距以及下层1-1、中(下)层1-2、下层2-9、下层2-10等4件大甬钟的音形尺寸比例关系[2],分析下层13件大甬钟的铣长、中长、铣间、鼓间、舞修、舞广等形制尺寸,反复测算,优化设计。经泥型放样、制作泡模型钟体、多维度视角比对等,终确定“姑洗之大羽钟”铣长为90.5 cm、铣间为71.8 cm、鼓间为52.8 cm、中长为68.8 cm、舞修为61.2 cm、舞广为44.8 cm[2]。基于上述尺寸,考虑胶模、蜡模、铜合金的经收缩量,制作石膏型母模,并将液态蜡料挤压成型“姑洗之大羽钟”蜡模,严遵精算尺寸,铲、刨、修、调完成“姑洗之大羽钟”铸造蜡模。
2 、“姑洗之大羽钟”铭文的复原
曾侯乙编钟出土原件上有2800多字的铭文,记录着编号、记事、标音以及诸如音名、阶名、八度组、曾国与楚、周、齐、晋的律名和音阶名称的对应关系等乐律理论,是曾侯乙编钟重要宝典遗存要素之一。由于“姑洗之大羽钟”没有出土原件参照,铭文的字体、间架、格式等可以比照其它编钟还原,其铭文字数和铭文内容的还原是一道十分困难的工作。
为解决以上难题,本着尊重历史的科学态度,依据曾侯乙编钟相关考古发掘资料,反复研究其它相同标音编钟的音铭、律名、阶名及对应关系的铭文结构组成,邀请多位长期从事曾侯乙编钟音乐考古研究的专家,共同研讨、反复比较、编制范本,终确定“姑洗之大羽钟”上78个字的铭文内容。并按曾侯乙编钟出土原件铭文字体、间架、格式篆刻于钟体蜡模上。
为还原“姑洗之大羽钟”表面的纹饰形位尺寸,首先,对相邻“姑洗之大宫钟”纹饰的三维形位尺寸逐一比对、计算;其次,绘制三维图像对比下层多件大甬钟的艺术感观效果,复印放大取样;后精雕修刻成模,还原钟体鼓部的纹饰模片(见图1)。从相邻大甬钟的舞部、篆带部位翻制纹饰模片,镶嵌于“姑洗之大羽”大甬钟体坯的相应位置。既保证钟体外型尺寸的误差精度,同时也满足复原铸造曾侯乙编钟“纹饰整体一致”的设计要求。

图1 纹饰模片
3 、“姑洗之大羽钟”乐音的复原
曾侯乙编钟作为旋律乐器,是根据当时它在整个乐队中所扮演的角色(乐队配器中它所处的地位及常用的表现手法)来确定它的声特性的,特别是它的振程时间长短的确定[3]。而编钟音质是否优良是衡量复原铸造编钟能否成功的重要标志。对于复原铸造体量超大的“姑洗之大羽钟”更是考验。编钟音色、音准等音效的优劣,除铜合金配比和形制尺寸(合瓦形)外,更为重要的是通过对称和均匀的磨削调校编钟内壁厚度来实现的。由于合瓦形编钟属于板式振动发音原理,在人工磨削钟体内腔时,受到不易观察、不易测量、不易转位等客观因素的影响,钟壁厚薄的对称和均匀难于把握。质量超过240 kg的“姑洗之大羽钟”磨削调校更为难以把握。
为解决以上难题,基于蜡模钟体上对称度和均匀度修调相对容易的实践经验,将修调定音的重点放在钟体蜡模上。首先,比较分析复制铸造曾侯乙编钟大甬钟的数据,优化钲部、正鼓、侧鼓和铣棱等振动发音部位的对称点壁厚,计算出“姑洗之大羽钟”发音部位可调音高的厚度。其次,制作尺寸(预放收缩量)的石膏钟体压型模具,采用压蜡设备、工装压制对称度好、壁厚均匀的钟体蜡模。再次,定制专门的长臂千分尺,在铲削修调钟体蜡模过程中,适时检测钟体蜡模对称点的壁厚,保证钟体蜡模对称点的厚薄误差不超出0.1 mm。后,严格按照钲部、正鼓、侧鼓和铣棱厚度经验设计尺寸,循序、对称地铲修钲、鼓、棱等乐音敏感区域。通过以上操控,将“姑洗之大羽钟”的正、侧鼓可调校音分值,控制在300音分的校磨厚度之内,突破了曾侯乙编钟下层大甬钟未低于500音分厚度的先例,不仅保证了“姑洗之大羽钟”的音色、音准,而且缩短了编钟磨削调校音的工期,提高了铸制效率。
4 、“姑洗之大羽钟”复原的工艺
4.1 “姑洗之大羽钟”复原的制壳工艺操作
曾侯乙编钟出土原件中体量的“姑洗之大宫钟”,质量足有202 kg,因音低而钟壁较薄,表面纹饰繁缛精细,人工制壳作业需3、4名工匠配合操作,经过8~10次的搬移、翻转浸(刷)浆料、撒砂、硬化、风干等多道工序才能完成。由于以前全凭人工操作,很难消除浆料浸(刷)堆积、残料滴流和撒砂不均所导致的型壳风干不匀、脱层变形和裂缝破壳等质量问题,造成钟体表面的夹砂、气孔、膨胀和凹陷等明显缺陷。而质量超过240 kg的“姑洗之大羽钟”,若采用这种人工操作涂料制壳的方式,出现型壳浇注不成功或后续工序的质量问题在所难免。
为解决以上难题,根据“姑洗之大羽钟”型制尺寸,针对制壳的工艺操作难点,专门设计了内、外装夹制壳翻转工装(见图2),辅助人工制壳涂料。采取先钟外,后钟内,分序结壳的方法进行。首先,将钟体蜡模安装在4个支撑杆滚轴的外层工装上(见图3),调整好转轴的支撑杆顶住内壁,将滚轴的两端搁置在托轮上,在钟体蜡模表面淋刷调配好的浆料。然后,边撒砂边转动,均匀撒砂。反复淋浸硬化剂,待完全干燥,去除浮砂后再涂下一层。依此完成4层后去除转轴支撑架,将钟体蜡模安装在内层滚架上,采取上述同样工艺步骤,涂制钟体蜡模内层。经过实际操作,终获较为理想的工艺效果。浇铸后的“姑洗之大羽钟”不仅没有出现夹砂、气孔、膨胀和凹陷等铸造缺陷,还克服了因铸造缺陷修补对“大洗之大羽钟”音效的影响。在减轻制壳作业人员劳动强度的同时,提高了制壳作业效率。
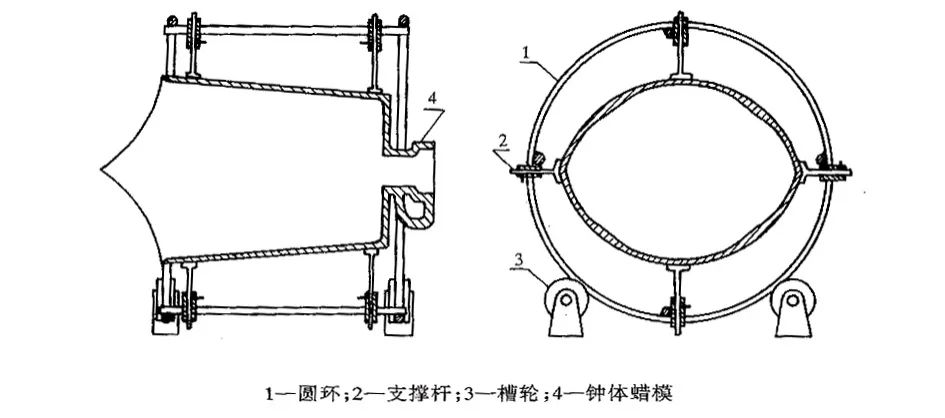
图2 制壳翻转工装
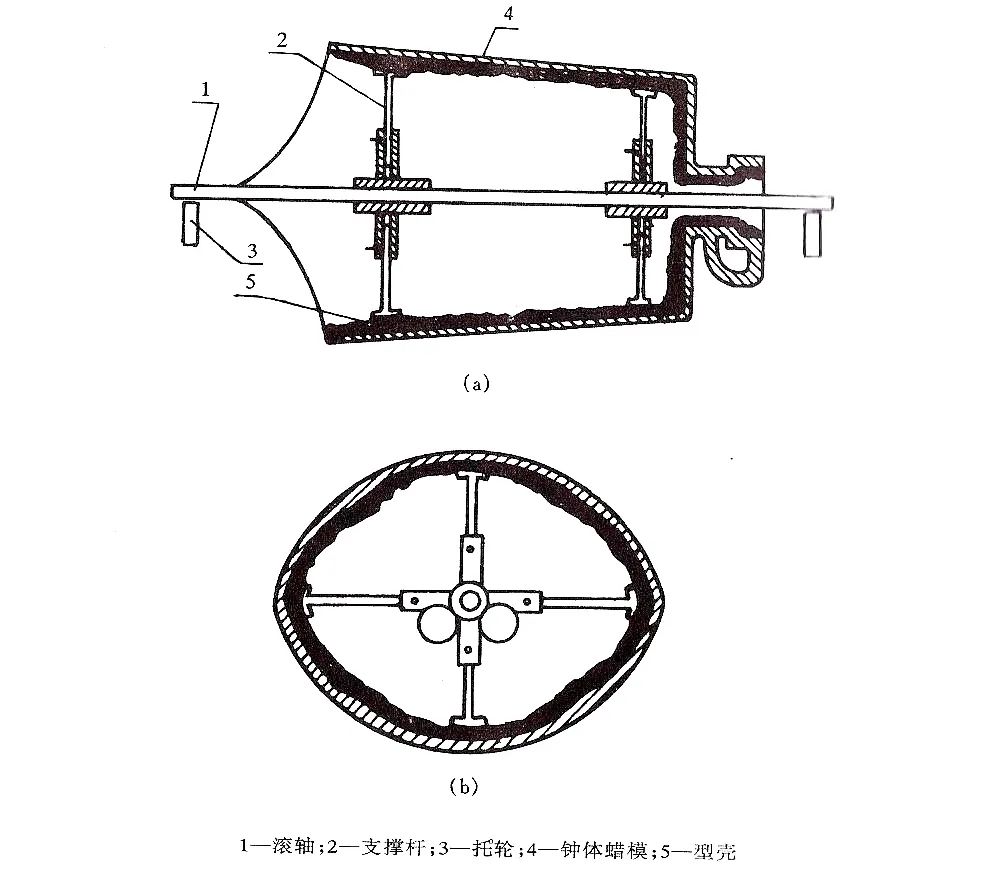
图3 制壳工装
4.2 “姑洗之大羽钟”复原的退火工艺操作
因铜合金具有化学成分不稳定的特性,“姑洗之大羽钟”浇注后,会出现钟壁厚薄不均,应力较为集中,从而影响基频的稳定和音质的统一,这也是铸造编钟所一直存在的工艺难题。据考采用“范铸法”铸造的曾侯乙编钟,通过延缓脱范时间而自然退火的方法,不可能完全消除钟壁厚薄不均和应力较为集中的问题,达到稳定基频、改善音质的目的。而今复原铸造“姑洗之大羽钟”采取“失蜡法”精密铸造工艺,自然冷却退火的效果虽比“范铸法”好,但要完全消除钟壁厚薄不均和应力较为集中的问题,采取工业热处理退火工艺才有更好保障。由于“姑洗之大羽钟”形制结构较为特殊,钟壁较薄,在退火的高温状态下容易变形,所以,复制铸造和仿制铸造“姑洗之大羽钟”不宜实施热处理退火。
为解决以上难题,“姑洗之大羽钟”采用机械热处理的工艺方法。一是选取一件与“姑洗之大羽钟”相似的大甬钟进行热处理退火工艺试验,对比分析、检测总结热处理退火工艺参数,修改工艺方案、制定操作规程;二是为防止“姑洗之大羽钟”在退火的高温状态下发生变形、损毁,根据“姑洗之大羽钟”形制尺寸和内腔结构,设计制作退火保护、支撑装备等,对“姑洗之大羽钟”铸造进行工艺保护;三是将保护、支撑好的“姑洗之大羽钟”置于箱式退火电炉中,缓慢提升温度,达到620 ℃后随炉冷却。经比对复原铸造“姑洗之大羽钟”退火前后的测音频普数据,结合人耳测听,结果证明:退火处理后的“姑洗之大羽钟”,基频明显稳定,音色明显改善。
5 、“姑洗之大羽钟”簨簴的复原
据曾侯乙编钟出土原件簨簴(钟架)上下来的痕迹考证:曾侯乙编钟出土原件下层短梁曾被截短[1]。该梁所挂均为爬虎套环,套环位置以朱线框定,下·一·3套环的朱线框西侧紧靠铜套,使下·一·3号钟的位置显得狭窄[1]。若让原下·一·3号钟(现下·一·2号钟)归位,已难以容纳[1]。由此可见,下短梁无法容下曾悬挂于此处的“姑洗之大羽钟”,以及其它2件需要归位的大甬钟(共3件大甬钟)。复原铸造曾侯乙编钟簨簴(钟架)必须增高、加长才能悬挂复原铸造的“姑洗之大羽钟”和需要归位2件大甬钟。保证复原铸造曾侯乙编钟的簨簴(钟架)增高、加长后的安全性、稳定性和结构性相统一显得至关重要,否则,复原铸造曾侯乙编钟在演奏时若发生晃动或倾倒,后果不斟设想。
为解决以上难题,在复原铸造曾侯乙编钟簨簴(钟架)的制作过程中,注重理论计算和实图(物)放样相结合,从以下几方面改进,以确保复原铸造的曾侯乙编钟簨簴(钟架)的安全、稳定和协调。一是优化均匀钟与柱、钟与钟、钟与座、钟与梁的间距,在保持曾侯乙编钟出土原件簨簴(钟架)整体结构的前提下,尽量减少增高、加长尺寸,保证簨簴(钟架)复原制作后的安全、稳定。复原铸造曾侯乙编钟短簨簴(钟架)的中、下层钟架加长50cm,增高19cm;二是在不影响感观效果的前提下,提升簨簴(钟架)底座、铜人和底座高浮龙雕的整铸工艺,使底座质量增加150 kg,进一步保证簨簴(钟架)复原制作后的安全、稳定;三是增加下层底座、铜人内部铸构件结构的设计,增加底座结构配合的强度。并在中、下层木梁立柱内榫镶入金属铜套,与铜人立柱铆结装配(曾侯乙编钟出土原件是木榫与铆配合,其间隙较大),缩小配合间隙,增大配合面,从而减少簨簴(钟架)中、上层敲击演奏时的晃动。经反复调整、修改,确保在复原铸制簨簴(钟架)增高、加长、添重的状态下,更加安全、稳定,而且美观。
复原铸造“姑洗之大羽钟”,是在复制铸造曾侯乙编钟的基础上,实现编列复原、调律及工艺提升等方面的一次超越。不仅呈现曾侯乙编钟下墓前的原貌,对传承弘扬我国青铜铸造技术和编钟铸制技艺,具有历史意义和现实意义。更是对传承弘扬我国音乐历史文化、增强民族文化自信具有实践意义和借鉴意义。
